
Microfabrication techniques — Hot embossing and Compression molding
Two types of microfabrication techniques exist:
- Indirect microfabrication method which requires a master with the negative of the design of interest to mold the sign you want on your future microfluidic chip
- Direct microfabrication method which requires no intermediary and directly process the fabric you selected for your future microfluidic chip.
Many techniques (injection molding, hot embossing, polymer ablation,…) can be used for the fabrication of microfluidic chips, but only hot embossing and compression molding technique, which are indirect microfabrication methods, are presented here. The process to obtain the needed intermediary master to produce the chips will not be explained.
Compression molding [1], [2], [3]
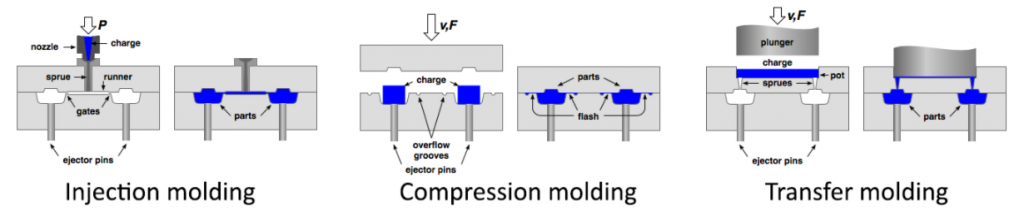
Compression molding is a high-volume, high-pressure process in which a material is compressed in a mold cavity and then cured to consolidate the part and replicated features. The material is usually preheated before molding (this helps to reduce excess waste).
The tooling that contains the very fine features to be replicated is a critical component that must be created through established fabrication techniques.
Advantages: wide range of materials can be used (commonly used wit thermosets but applicable to thermoplastics,…), fabrication of composite parts with embedded functionalities that improve performance, increased mechanical properties in comparison with glass or silicon microfluidic devices, mold fairly intricate parts, one of the lowest cost molding methods compared with other methods (transfer molding, injection molding,…), wastes relatively little material.
Drawbacks: difficulty in controlling flashing (overflow), not suitable for some types of parts, production speed is lower than injection molding standards, limited largely to flat or moderately curved parts with no undercuts, less-than-ideal product consistency.

Simplified schematic compression molding process. Image source: [3]
Hot embossing [5], [6], [7], [8]
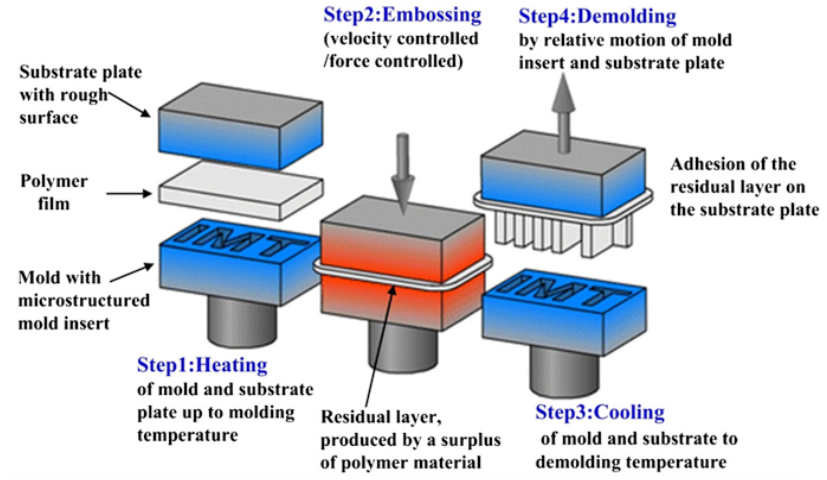
The hot embossing technique is an open-die compression molding process [4]. It is the most widely used replication process to mold microchannels for microfluidic applications. It consists in 4 steps: heating above the glass transition temperature (Tg), applying force with the embossing tool (~0,5-2 kN per cm²), cooling the tool-substrate sandwich just below the Tg whereas there is still the applied embossing force and, then, demolding the substrate. The method is performed under vacuum, which is necessary in this technique in order to remove water vapor and to prevent the formation of air bubbles in the microchip. The most critical step is the release of the molded substrate from the embossing tool, especially if a high aspect ratio design is desired. Becker et al. [5] described an alternative way to use this technique by doing thermal cycles between heating and cooling around Tg. The cycles should be as small as possible in order to limit thermally induced stresses and replications errors.
- Advantages: straightforward.
- Drawbacks: expensive technique for prototyping.
- Main applications: mass replication, micro-optical components [9].
- Structures range: fabrication of nanochannels is very difficult.
Schematic representation of a typical micro hot embossing process including four major steps: heating, molding, cooling and demolding. Image source: [6]
References
[1] Y. Liu, D. Ganser, A. Schneider, R. Liu, P. Grodzinski, N. Kroutchinina, Microfabricated polycarbonate CE devices for DNA analysis. Anal. Chem. 73, 2001, 4196.
[2] B. A. Simmons, Micromolding (Injection and Compression Molding), 2014, Encyclopedia of Microfluidics and Nanofluidics, pp 1-10.
[3] http://www.efunda.com/processes/processes_home/process.cfm
[4] D. Yao, B. Kim, A. Yi, Embossing-Based Process Variants for Polymer Microfabrication.
[5] H. Becker, C. Gärtner, Polymer microfabrication methods for microfluidic analytical applications, 2000, Electrophoresis, 21, 12-26.
[6] M. Worgull, J. F. Hétu, K. K. Kabanemi, M. Heckele, Hot embossing of microstructures: characterization of friction during demolding, Microsystem Technologies, 2008, 14:767–773.
[7] L. Peng, Y. Deng, P. Yi, X. Lai, Micro hot embossing of thermoplastic polymers: a review, 2014, Journal of Micromechanics and Microengineering, 24.
[8] S. M. Ford, B. Kar, S. McWhorter, J. Davies, S.A. Soper, M. Klopf, G. Calderon, V. J. Saile, Microcolumn Sep. 10 1998, 413.
[9] M. Heckele, W. Bacher, T. Hanemann, H. Ulrich, Hot embossing and injection molding for micro-optical components, 1997, Precision Plastic Optics for Optical Storage, Displays, Imaging, and Communications.
For general information
For further information, do not hesitate to contact our team of experts:
contact@blackholelab.com or phone: +33(0).782.831.207
